当ウェブサイトは、サービス向上とユーザー保護のためにクッキーを使用致します。


技術情報
- ONLINE PR
- PRODUCTS

一般資料
HOME > 技術情報 > 一般資料
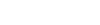
ドリル各部の名称
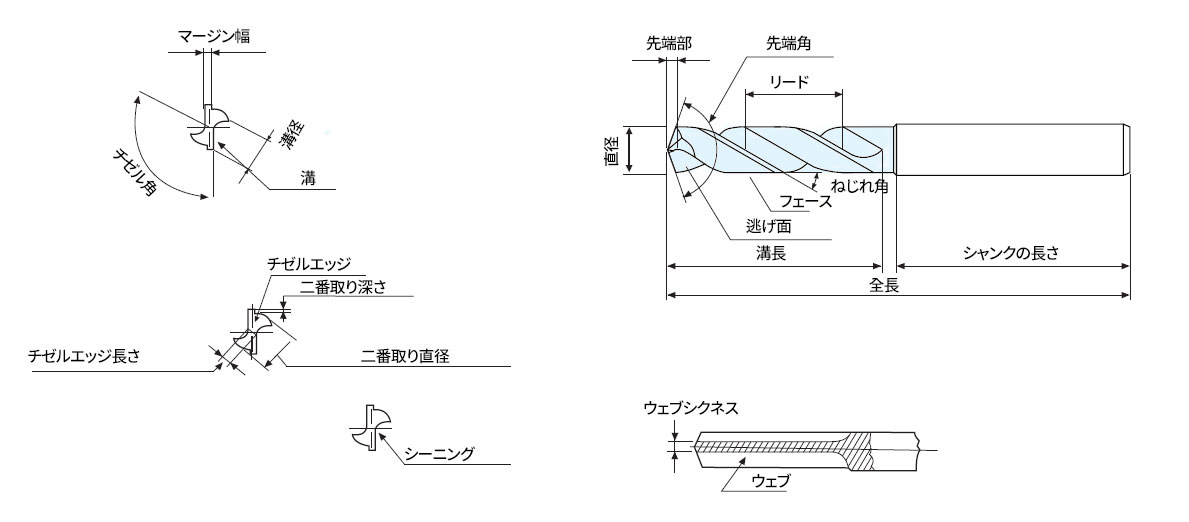
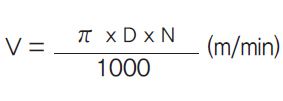
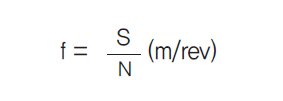
加工計算式
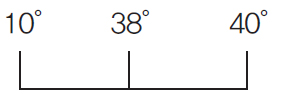
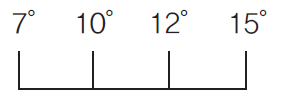
主な角度
| 先端角 | ねじれ角 | リップリリーフアングル | |
|---|---|---|---|
Small → スラスト → Large |
Good → 切りくず排出 → Bad Large → 工具の剛性 → Small |
Small → びびり → Large |
 |
| 先端角 | ねじれ角 | リップリリーフアングル | |
• D : Diameter of drill • N : Revolution • π : (3.14) (m/min) (mm) (rpm) |
• S : Depth of cut per min • N : Revolution (mm/rev) (mm/min) (rpm) |
• D : Diameter of drill • L : lead • π : (3.14) (mm) (mm) |
ドリル加工のトラブルと原因対策
ドリル加工のトラブルと原因対策
| トラブル現象 | 原因 | 対策 |
|---|---|---|
| 構成刃先 | 遅い切削速度 切れ刃の過剰オーニング 切れ刃がブライト仕上げ |
切削速度の増大 ホーニングの低減 コーティング実施 |
| 刃先外周部の欠損 | 剛性不足、被削材の固定不十分 同心度のずれ大 断続切削 |
被削材を十分に固定 同心度補正 送り量の低下 |
| 逃げ面の過大な摩損と亀裂 | 速い切削速度 低い送り量 小さすぎる逃げ角度 |
切削速度の低下 送り量の増大 逃げ角の拡大 |
| 切れ刃部分の欠損 | 剛性不足、被削材の固定 断続切削 摩耗と亀裂の限界超過 不適切な工具使用 |
被削材を十分に固定 送り量の低下 工具交換の間隔を短縮 適切な工具の使用 |
| ランドの摩耗 | 剛性不足、被削材の固定不十分 同心度のずれ大 小さすぎるバックテーパ 不適切なクーラント/潤滑油、低い水溶性油濃度 |
被削材を十分に固定 同心度補正 バックテーパの増加 水溶性油濃度の増加、ストレート油使用 |
| 工具ボディの焼付き | 剛性不足、被削材の固定不十分 同心度のずれ大 断続切削 被切削表面のざらつき |
被削材を十分に固定 同心度補正 送り量の低下 水溶性油濃度の増加、ストレート油使用 |
| チゼルエッジの摩損と亀裂 | 遅い切削速度 高い送り量 切れ刃の過剰ホーニング |
切削速度の増大 送り量の減少 ホーニングの低減 |
| 心厚シンニング部と 切れ刃部分の 交差面の欠損 |
小さすぎる逃げ角 切れ刃の過剰ホーニング 不適切な工具使用 |
逃げ角の増加 ホーニングの低減 適切な工具の使用 |
| 刃先外周部の塑性変形 | 速い切削速度 ホーニングが不正確または欠如 面取りが不正確または欠如 |
切断速度の低下 正確なホーニングの実施 正確な面取りの実施 |
| 直進度のずれと軸ずれ | 剛性不足、被削材の固定不十分 同心度のずれ大 心出し位置が横移動 大きすぎるチゼルエッジ |
被削材を十分に固定 同心度補正 心出し用フライス盤(2溝)を使用 チゼルエッジの縮小 |
| 穴あけ開口面の大きなバリ | 高い送り量 摩耗と亀裂の限界超過 切れ刃の過剰ホーニング |
送り量の減少 工具交換の間隔を短縮 ホーニングの低減 |
| 面粗度不良 | 剛性不足、被削材の固定不十分 同心度のずれ大 クーラント量の不足 |
被削材を十分に固定 同心度補正 クーラントの量と圧力増加 |