当ウェブサイトは、サービス向上とユーザー保護のためにクッキーを使用致します。


技術情報
- ONLINE PR
- PRODUCTS

一般資料
HOME > 技術情報 > 一般資料
超硬リーマの推薦切削条件
超硬リーマの推薦切削条件
| 被削材 | 直径 (mm) | 切削条件 | ||
|---|---|---|---|---|
| 材質 | 引張強度 (Kg/mm2)/ 硬度 (HB) |
V (m/min) | f (mm/rev) | |
| 炭素鋼 合金鋼 |
~ 100 | ~10 10~25 25~40 |
8 ~ 12 | 0.15 ~ 0.25 0.20 ~ 0.40 0.30 ~ 0.50 |
| 100 ~ 140 | ~10 10~25 25~40 |
6 ~ 10 | 0.12 ~ 0.20 0.15 ~ 0.30 0.20 ~ 0.40 |
|
| 鋳鋼 | 40 ~ 50 | ~10 10~25 25~40 |
8 ~ 12 | 0.15 ~ 0.25 0.20 ~ 0.40 0.30 ~ 0.50 |
| 50 ~ 70 | ~10 10~25 25~40 |
6 ~ 10 | 0.12 ~ 0.20 0.15 ~ 0.30 0.20 ~ 0.40 |
|
| 鋳鉄 | ~ 200 | ~10 10~25 25~40 |
8 ~ 15 | 0.20 ~ 0.30 0.30 ~ 0.50 0.40 ~ 0.70 |
| 200 ~ | ~10 10~25 25~40 |
6 ~ 12 | 0.15 ~ 0.25 0.20 ~ 0.40 0.30 ~ 0.50 |
|
| アルミ合金 | ~10 | 15 ~ 25 | 0.20 ~ 0.30 0.30 ~ 0.50 0.40 ~ 0.70 |
|
| 10~25 25~40 |
20 ~30 | |||
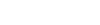
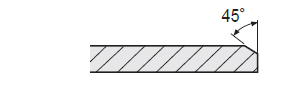
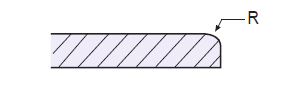
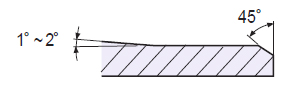
チャンファーの影響
チャンファーの影響
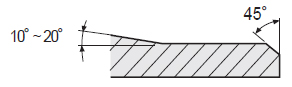
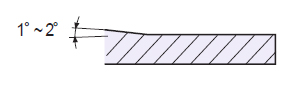
| 形態 | 特徴 |
|---|---|
 |
シャープな刃先角で送りが掛かってしまうと傷がつく |
 |
案内エッジにRをつけ、加工面はよくなるが、Rの加工が難しく加工面不良が発生すりこともある |
 |
2重は形状で、再研削が混乱である |
 |
刃長が長いため、寿命が制限される。仕上げ用として良い結果を得られる |
 |
刃長が比較的に短く寿命が長いため、経済的 |
 |
仕上げ用でハンドリーマとして使われる |
ねじれの影響
ねじれの影響
| ねじれ方向 | 特徴 |
|---|---|
| ストレート | ㆍ鋳鉄以外、一般的には表面が堅い |
| 右ねじれ | ㆍ切削性が良く、切れくず排出しやすい ㆍ適用加工範囲が広い ㆍ高硬度用として優れている |
| 左ねじれ | ㆍアルミ合金、銅、銅合金などに使われ、綺麗な表面粗度 ㆍ柔らかい被削材に優れている |
トラブルと原因対策
トラブルと原因対策
| トラブル現象 | 原因 | 対策 |
|---|---|---|
| 穴がおおきくなった場合 |
|
|
| 穴の仕上りが小さくなる場合 |
|
|
| テーパ及び非真円の穴 |
|
|
| 穴の面粗さが悪い場合 |
|
|
| リーマが喰い付いて破損する場合 |
|
|